-
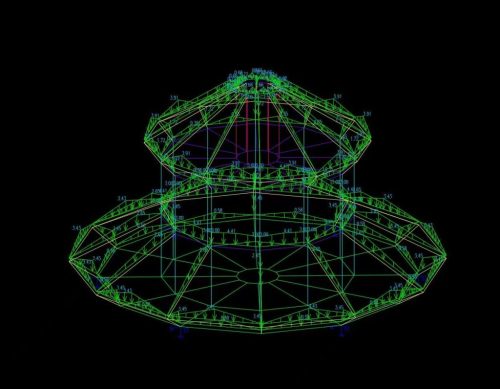
 Display of the Painting Effect of Space Frame Material Rods
Display of the Painting Effect of Space Frame Material Rods -
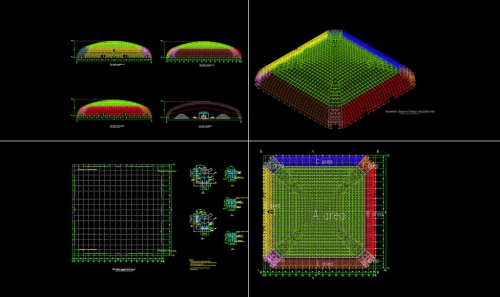
Ground Assembly of Welded Ball Rods and Welded Ball Space Frame
-
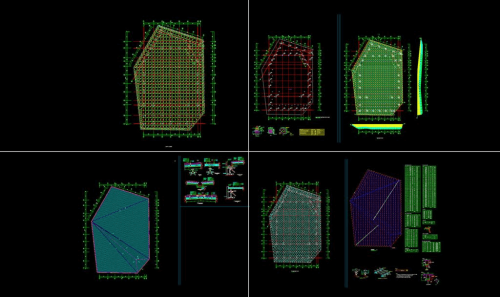
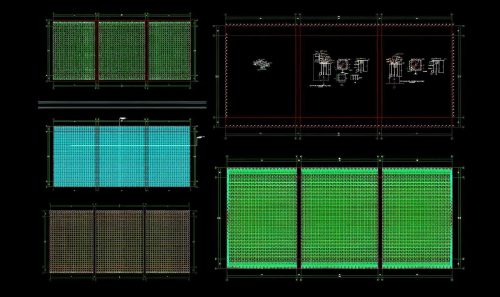
Installation of Space Frame Flat Grid Canteen in Nursing Home
-
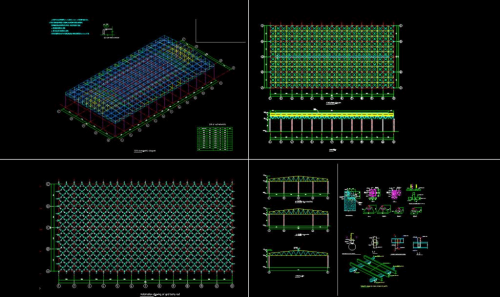
Large Coal Storage Shed Space Frame
-
Installation of Large-span Space Frame Coal Shed Completed
-
Large Span Storage Space Framework For Shanxi Railway Logistics
-
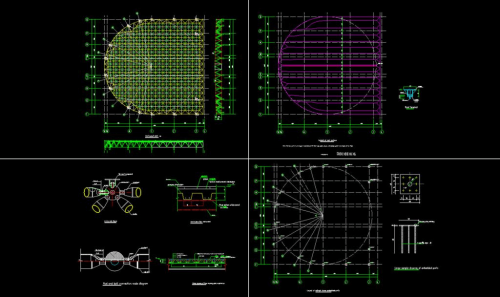
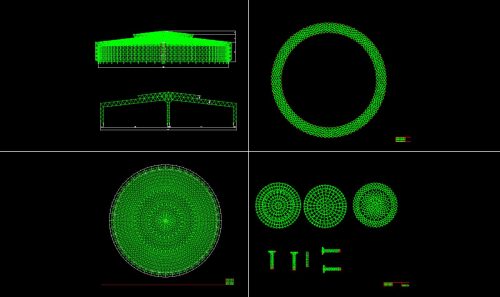
Gas Station Space Frame
-
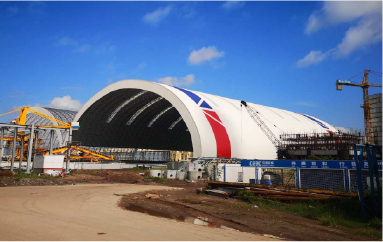
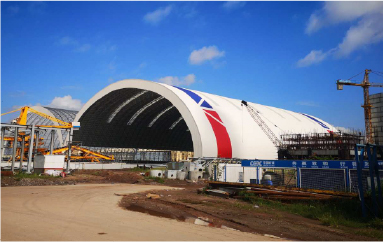
Large-Span Enclosed Coal Storage Shed in Xinjiang (92m Single-Span Steel Structure)











-
Ground Assembly of Welded Ball Rods and Welded Ball Space Frame
-
Installation of Space Frame Flat Grid Canteen in Nursing Home
-
Large Coal Storage Shed Space Frame
-
Installation of Large-span Space Frame Coal Shed Completed
-
Large Span Storage Space Framework For Shanxi Railway Logistics
-
Gas Station Space Frame
-
Large-Span Enclosed Coal Storage Shed in Xinjiang (92m Single-Span Steel Structure)
-
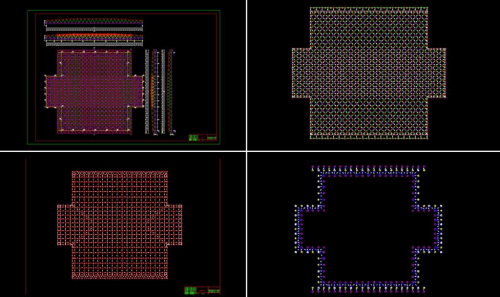
Large Multifunctional Space Frame Venue
-
Steel Structure Factory Building
-
Construction of the Main Structure of a Heavy Industrial Steel Structure Plant
-
Shipyard Steel Structure Building
-
CSSC Shipyard Gantry Crane Steel Structure Building
-
Large Steel Structure Industrial Building Frame Project
-
Steel Structure Logistics Park Warehouse
-
Steel Structure Installation
-
Processing, Installation and Production of Steel Structure Workshop










-
Steel Structure Factory Building
-
Construction of the Main Structure of a Heavy Industrial Steel Structure Plant
-
Shipyard Steel Structure Building
-
CSSC Shipyard Gantry Crane Steel Structure Building
-
Large Steel Structure Industrial Building Frame Project
-
Steel Structure Logistics Park Warehouse
-
Steel Structure Installation
-
Processing, Installation and Production of Steel Structure Workshop