Special report of the 2025 China Space Structure Technology Summit (technology section)
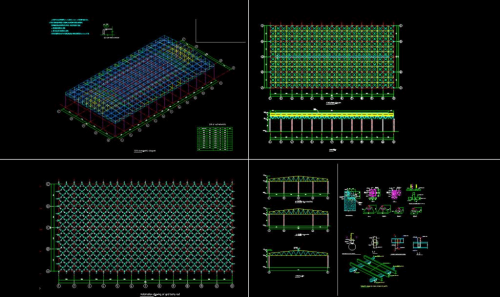
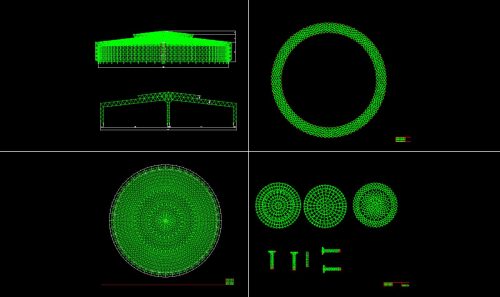
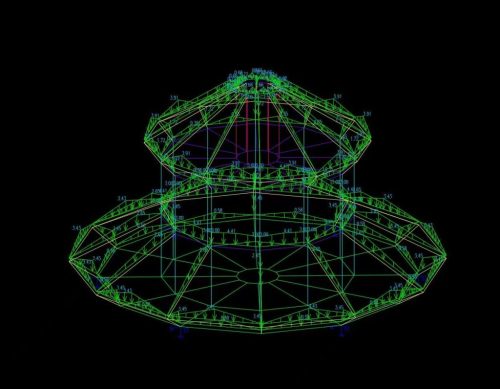
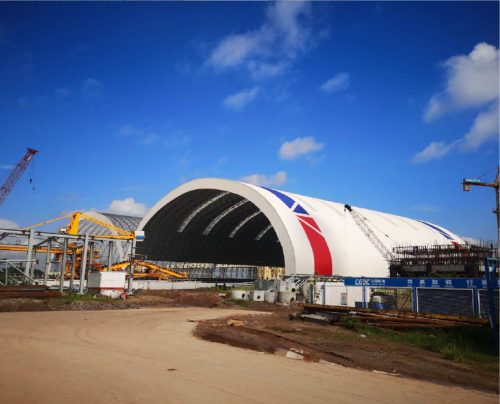
Under the magnificent airport terminal and the spectacular dome of the stadium, countless precision steel components are firmly connected by welding ball nodes, which together support the shocking column-free large space. In the space frame structure, the welding ball node has become the "core joint" of many iconic buildings due to its excellent integrity, strong bearing capacity and flexible adaptation to complex shapes. At the "2025 China Space Structure Technology Summit" held in Hangzhou, industry experts deeply revealed the birth process of this key technology that combines material science, precision manufacturing and superb skills-welding ball nodes.
Ingenuity prelude: precision manufacturing lays the foundation
"The quality of the welding ball node begins with precision manufacturing that is accurate to the millimeter." Senior welding engineers emphasized at the summit welding process forum. The core of the welding ball node is a hollow or solid steel sphere and the space frame rods connected to it.
Sphere casting and machining: Steel balls are usually manufactured by casting (cast steel) or hot pressing steel plates into hemispheres and then welding them into whole balls. Regardless of the method, the sphere must undergo strict dimensional accuracy testing (diameter, wall thickness, ovality) and non-destructive testing (such as ultrasonic UT, X-ray RT) before leaving the factory to ensure that there are no defects such as cracks and pores inside. The surface of the sphere must be accurately machined to produce reference holes or marking lines for positioning the rods.
Rod end preparation: The ends of the rods (steel pipes) connecting the spheres need to be grooved. According to the weld penetration depth and strength required by the design, the groove form is mostly V-shaped, U-shaped or X-shaped. The groove angle and blunt edge size must be accurate to ensure good fusion during welding. The groove area and the vicinity must be thoroughly cleaned of impurities such as oil, rust, and water vapor to reveal the metallic luster, which is a key step to avoid welding defects.
Accurate assembly and positioning: With the assistance of a special tire frame or advanced laser tracking measurement technology, the processed rods are accurately positioned on the steel ball at the designed angle. The axis of the rod must accurately intersect the center of the sphere, and the angle error must be controlled within a very small range (usually ≤±0.5°). Precise positioning welding (spot welding) will initially fix the relative position of the rod and the sphere. "A slight error can lead to a great error. Accurate positioning is the fundamental guarantee for the force of the node." The on-site engineer emphasized.
Core technology: the pinnacle of welding skills
Welding is a key step in giving nodes vitality. In the exhibition area of the summit, many companies demonstrated mainstream welding methods:
CO2 gas shielded welding (GMAW) or mixed gas shielded welding (MAG): This is the most widely used automated or semi-automated welding method. Using welding wire as electrode and filler metal, welding is performed under the shielding of shielding gas (CO2 or Ar+CO2 mixed gas). Its advantages are high efficiency, good penetration depth, and strong adaptability, which is particularly suitable for mass production and on-site installation welding.
Submerged arc automatic welding (SAW): Suitable for large nodes or specific locations. The welding wire burns under the flux layer and the arc is invisible. This method has extremely high deposition efficiency, stable weld quality, beautiful shape, less spatter and less smoke, and is often used for welding important nodes in factories.
Manual arc welding (SMAW) or flux-cored arc welding (FCAW): It is still used in complex positions, repair welding or welding of specific materials, but it requires extremely high skills of welders.
Key control points of the welding process:
1. Preheating: According to the carbon equivalent (CEV) and thickness of the steel, preheating is strictly carried out in accordance with the process specifications (usually 100-200℃). Preheating can slow down the cooling rate of the weld and heat-affected zone, and effectively prevent the occurrence of cold cracks.
2. Multi-layer and multi-pass welding: Due to the deep groove, multi-layer and multi-pass welding is required. After each welding, the welding slag and spatter must be thoroughly removed (using wind shovel, wire brush, etc.). Strictly control the interlayer temperature (usually not higher than 250℃) to avoid overheating and resulting in degradation of joint performance.
3. Symmetrical welding: Multiple welders perform symmetrical and alternating welding around the node sphere in a predetermined order to minimize welding deformation and residual stress. The welding sequence is the core content of the process card.
4. Process monitoring: Real-time monitoring of welding current, voltage, speed, gas flow and other parameters to ensure compliance with process requirements. Advanced welding equipment can automatically record parameters to achieve traceability of the welding process.
5. Post-heating and insulation: For thick plate or high-strength steel welding, post-heat treatment (such as hydrogen removal treatment) and insulation and slow cooling may be required after welding to further release stress and prevent delayed cracking.
Strict inspection: To ensure safety
The welded nodes must undergo strict inspection at "levels":
Appearance inspection: The weld should be full, continuous, and smoothly transition to the parent material, without undercuts, weld bumps, surface pores, cracks, obvious depressions and other defects.
Non-destructive testing (NDT): This is the core quality assurance method.
Ultrasonic testing (UT): Mainly used to detect internal defects of welds (such as cracks, lack of fusion, lack of penetration, slag inclusions, etc.), with high sensitivity and wide application range.
Magnetic particle testing (MT): Used to detect surface and near-surface defects of spheres (especially cracks).
Penetrant testing (PT): Suitable for detecting open defects on non-ferromagnetic materials or complex shapes.
Radiographic testing (RT): Internal defect detection of specific important locations or suspected areas, providing intuitive image records. The detection ratio and qualified standards are strictly implemented according to design requirements and relevant specifications (such as JGJ 7, GB 50661).
Destructive sampling: For similar nodes produced in batches, samples are sometimes drawn in proportion for mechanical property tests such as tensile, bending, and impact to verify the strength, plasticity, and toughness of welds and heat-affected zones.
Safety: The protective rules of steel tailors
The summit particularly emphasized that welding ball node operations are special operations and high-risk operations, and safety regulations must be strictly followed:
Welders must hold valid special operation operation certificates to work.
The working area is strictly fire-proof and equipped with sufficient fire-fighting equipment.
Wear professional welding protective masks, protective clothing, insulating gloves, and dust masks (or air-supply masks).
Safety belts must be worn for high-altitude work, and qualified operating platforms or hanging baskets must be used.
Ensure good ventilation conditions, especially when working in confined spaces.
From precise spherical casting, accurate assembly positioning, to parameter control and skill display between flying welding sparks, to meticulous non-destructive testing, the birth process of welding ball nodes is a model of the perfect fusion of modern industrial manufacturing and craftsmanship. It is these precision welds hidden deep in the magnificent building that silently transmit huge structural loads and ensure the safety and stability of large-span spaces. With the application of automated welding equipment, intelligent monitoring technology and higher-performance materials, this core technology related to the strength of the "muscles and bones" of buildings will continue to evolve, providing solid guarantees for humans to create more magnificent, safe and flexible architectural spaces. They are the unknown "steel tailors" in the steel forest, using their exquisite skills to sew together the backbone of modern architecture.


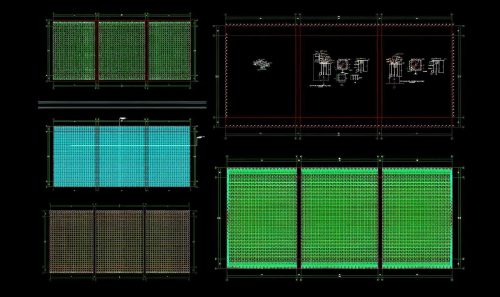
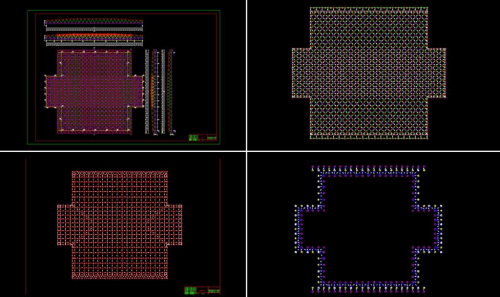
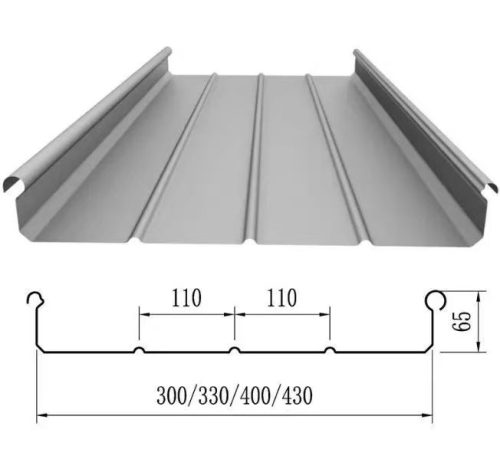
 Display of the Painting Effect of Space Frame Material Rods
Display of the Painting Effect of Space Frame Material Rods































-1024x768.jpg)

-500x338.jpg)
-500x500-1.png)
-500x300.jpg)
